Note: Updates on this project can be found here; or sign up for updates by email.
Over the past few weeks, I've collected a handful of quotes for the seatmast topper. All are for DMLS laser sintered titanium. I've had direct contact with 12 potential suppliers and received 9 quotes back. They range from $987 to $2377 for one finished part.
First: Although I posted the part on MFG - and they distributed it to 110 suppliers - I received *no* responses there. In fact, only 8 of those suppliers ever even saw the RFQ. I also posted the file to Elihuu, and later received a personal email from the founder. That RFQ hasn't been live for quite as long; I'm hopeful it develops into something. I also spoke with Jonathan Placa and ProtoExchange, who was able to source me a few competitive quotes.
Separately, I've tracked down DMLS leads around the internet & through personal connections. Both of these channels have been as fruitful as they usually are. My crash course in the economics and availability of DMLS parts has been quite fun, and want to share a few of my findings here. Some of these are obvious, but worth noting anyway.
The number of DMLS suppliers is small; even fewer are printing in titanium.
This became evident when the second shop I sent my files to replied that they had already seen them. Presumably this is because the first shop I contacted had some relationship with them - shared production, engineering, or some supplier/buyer relationship. The deeper I got, the more evident the small size of the industry became - as I asked more experts for the names of qualified job shops, I was often referred back to people I'd already spoken to. This kind of pattern is common in small industries - I had similar experiences when I was looking for inflatable pneumatic seals - but when it comes to larger/more mature industries (e.g. CNC, stamping, etc) there are generally more shops than one person could keep track of.
There are only a handful of machines that print DMLS titanium.
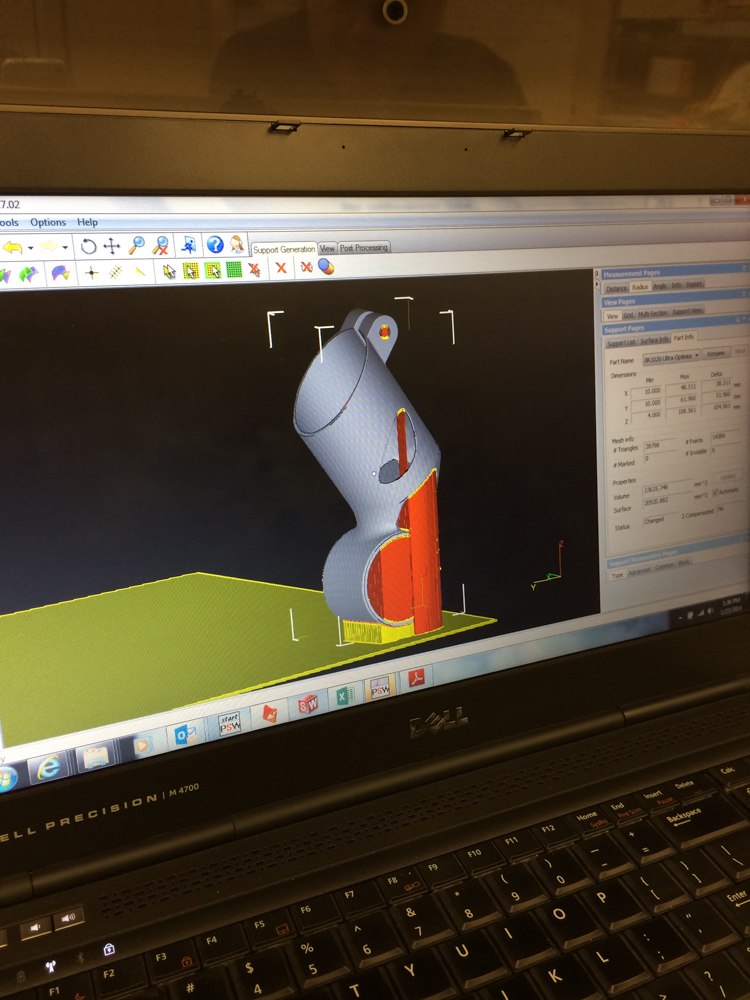
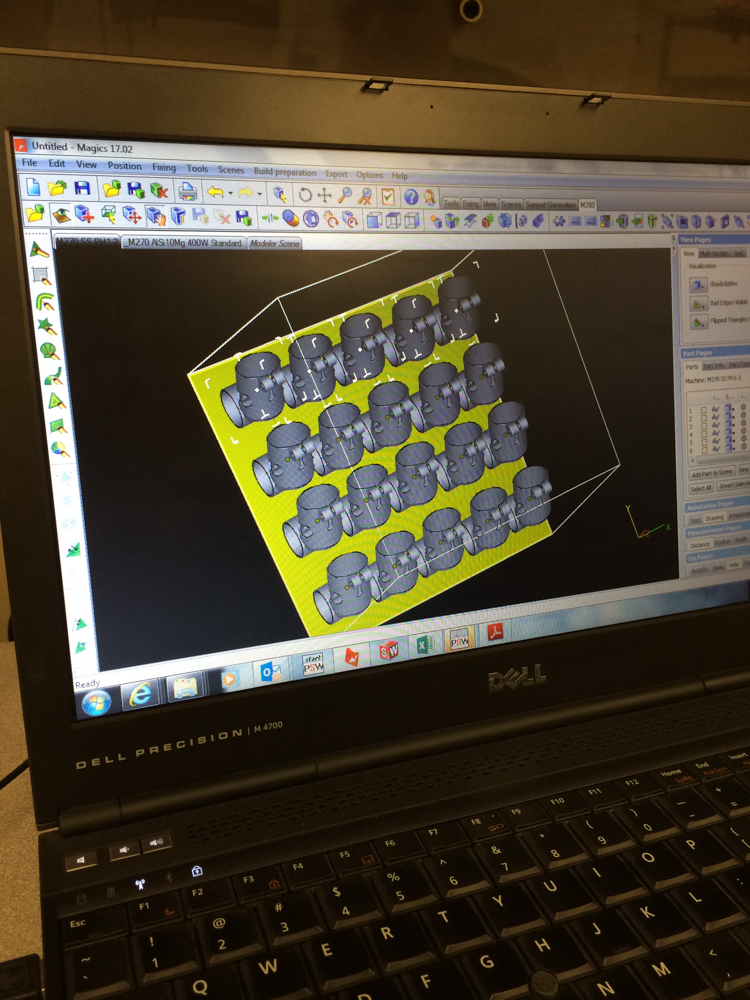
The firms who were able to produce my part had one of three machines: EOS M280; Concept Laser M2; Renishaw AM250. A few other firms had an EOS M270, which prints only mar-aging steel (though it can be reconfigured to print a special blend of ti with different mechanical properties). All of these has a build volume roughly the size of a 10" cube.
The next generation of machines will be bigger and faster.
In particular, the EOS M400 is closer to a 12" cube and might reduce build times by as much as half (though one supplier seemed suspicious of that claim). It will be released Summer 2014, though, and likely won't be in wide use for a while after that.
Note: As multi-laser machines become available (the M400-4, a 4-laser machine, is scheduled for 2015), one would expect that cost would come down even more - especially as, I hope, more and more parts are being designed for this process.
Speed & build volume aren't everything.
The one supplier that suggested they'd be getting a M400 noted that even if it *does* reduce build times by half, that would still only reduce the cost of the build by something like 20%. Factors like handling time (this is *not* a hands-off process), material mass (titanium powder isn't cheap), and machine cost & maintenance will keep prices high for a while.
Nobody seems to be making consumer products this way.
Most of these firms' clients are aerospace, manufacturing & biomedical companies. They're often buying up the whole build platform on a machine - running something like $30K - to print a huge part that would otherwise be made up of numerous (and expensive) smaller parts. Mold & die work is a decent part of the industry, where 3D printed internal cooling chambers on complex molds can decrease cycle time for a molded consumer product significantly.
Excess Capacity isn't built into the current marketplace.
In traditional manufacturing, a significant portion of the cost of the part is fixturing and setup/teardown between different parts. Some advanced manufacturers (think Shapeways & i.materialise) are able to capitalize on 3D printing's lack of tooling, but most of the job shops I talked to aren't operating that way. Instead, they're performing builds per-order. In other words, they don't bundle multiple orders on one build plate - if I order one of my topper, they run a titanium build just for my part. That's hugely inefficient for small parts like mine, but because of the low volume of orders there's not much these shops can do about it. In a few cases, a supplier mentioned that they could set up standing orders for a part, and piggyback those orders into other clients' builds... But that sounded like a bit of a longshot - this particular supplier told me that it's often months between titanium builds.
The main way to decrease price is still to increase quantity.
Because most DMLS shops aren't bundling orders from multiple clients, each client is essentially paying for a bunch of unused build volume. The unused powder is recycled, of course, and the laser isn't running over unsintered parts of the build plate, but the setup/teardown time and material deposition runtime are still allocated to your job. As a result, a part's price will decrease significantly - perhaps as much as half - by ordering in larger quantities (one supplier quoted me $569 apiece if I ordered in quantities of three, and $491 if I filled his plate with 6 parts).
This is a bit dismaying for single-piece-flow geeks, though I'm sure at some point in the near future it'll start to change. Shapeways, for instance, doesn't operate this way at all, and I expect that as job shops see more orders for DMLS parts, they'll largely follow suit.
The net effect is that the promise of advanced manufacturing - where you don't worry about tooling/setup/teardown costs, and small batch, JIT parts delivery becomes a reality - is still a bit off.
However.
Consumer-ready DMLS parts are a good bet for a few reasons. First, the quotes I received aren't - if you just squint at them a little bit - all that bad. Sure, three parts at $600 apiece doesn't give me much margin if I'm selling them to consumers for $400, but that was never my intent. Plenty of high end seatposts retail for $300, and this part offers a few distinct features (lightweight; customizable geometry; "cool as shit;" etc.) that those can't. And if the improved build times of this year's machines result in a price drop of 15%, and if the next two generations of machines - ones built with multiple high-power lasers - cut build times in half one or two times over... Well, all of the sudden I'm looking at a pretty affordable part - at least for high end customers, who tend to exhibit price-elastic spending habits.
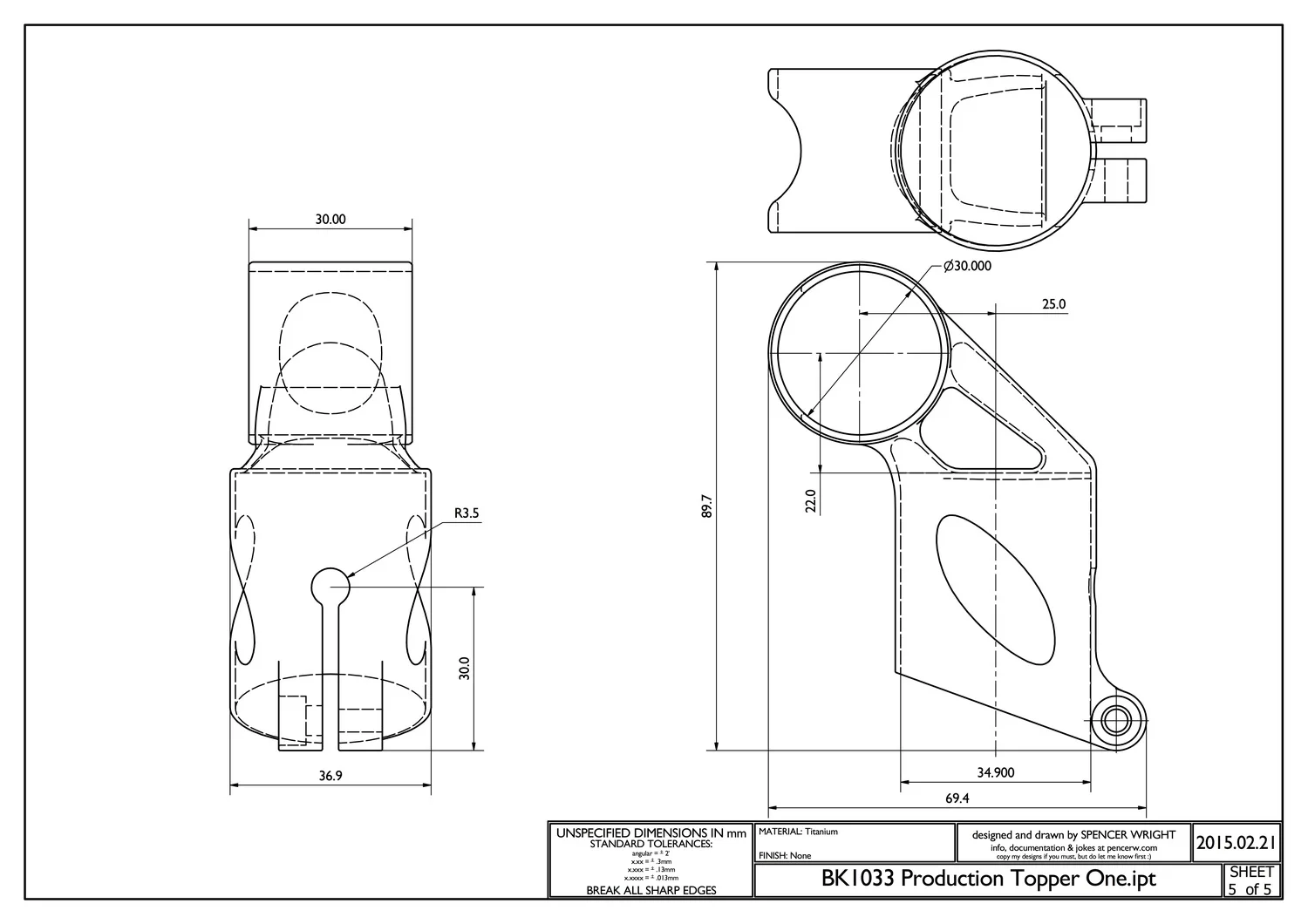
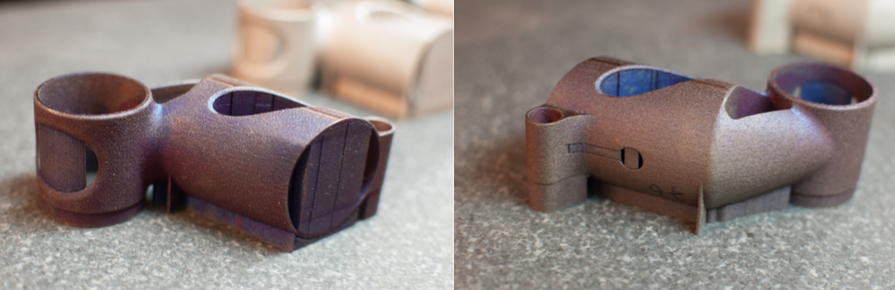
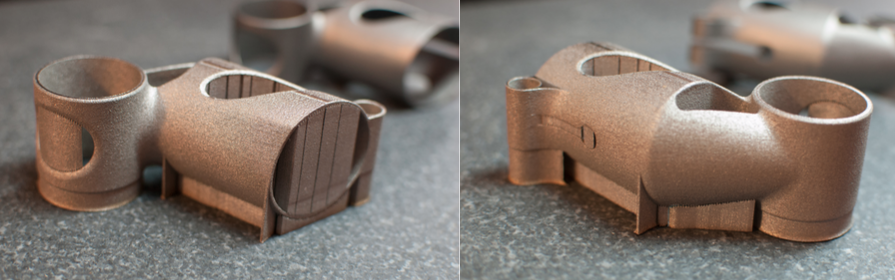
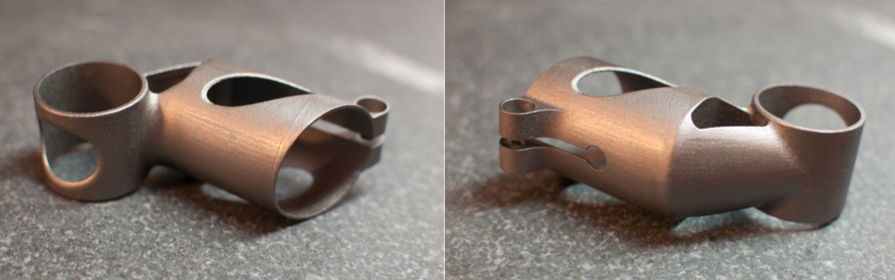
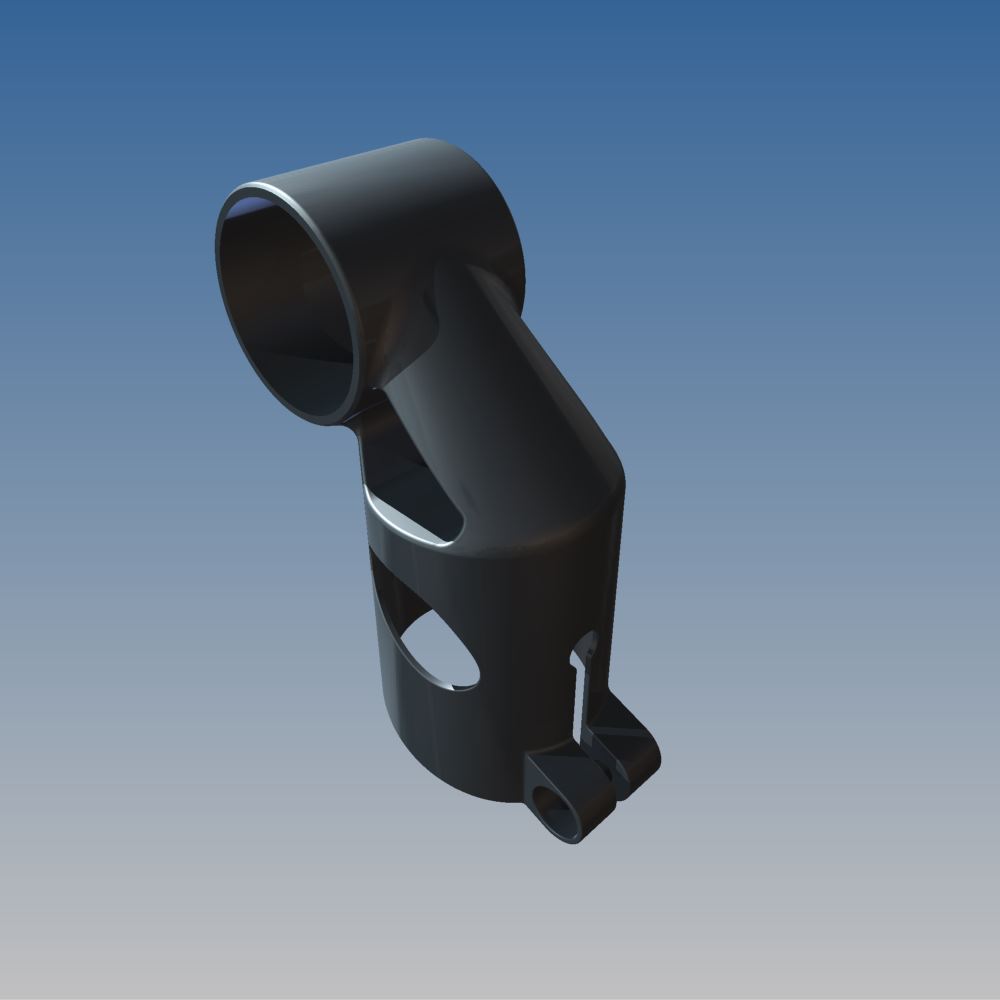
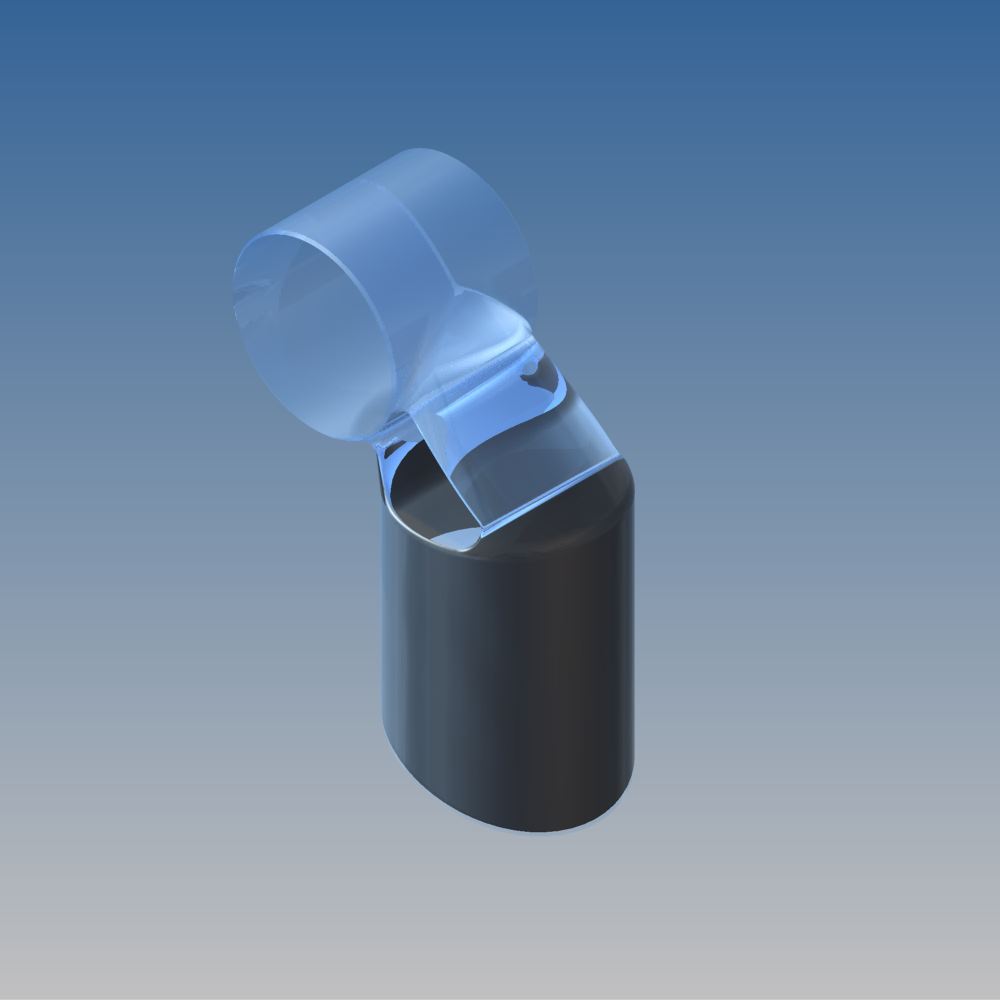
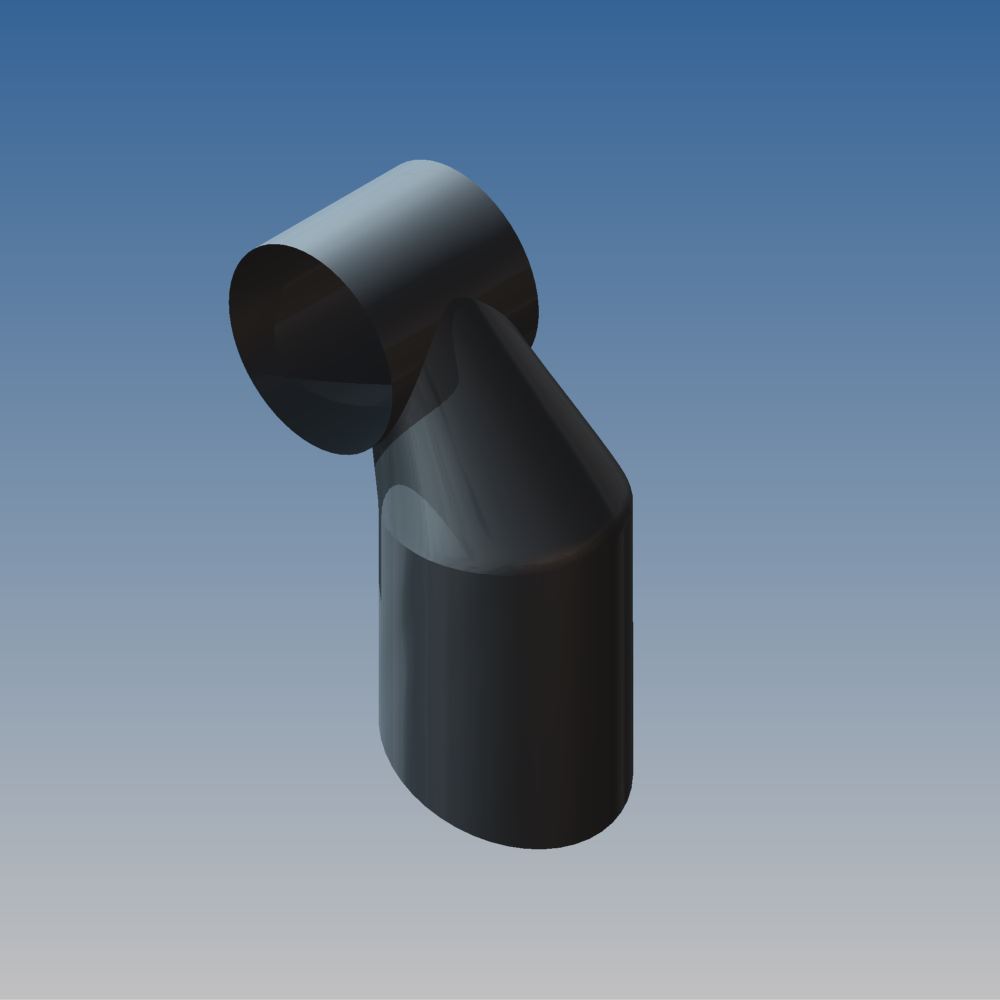
It's also the case that my topper's design doesn't utilize the technology as efficiently as possible. It's still largely a tube-to-tube structure, which just isn't the best use of additive manufacturing. In order to improve its strength:weight ratio and decrease cost, I'll be exploring lattice structures in the next week or two. My hope is that by working with Within Labs, I should be able to reduce cost by an additional 30%.
I've also been working on a few smaller parts. Because of the way most DMLS suppliers are operating, having a variety of differently sized items to fit on a build plate could increase the output of a build significantly without much effect on cost.
A note on i.materialise.
Honestly, I was shocked at the price they quoted me ($617 per part). It was less than 2/3 the cost of the next lowest quote, which led me to suspect that their process was different in some way. I contacted their support team, who didn't go into specifics but did reply that their "machines are the same as for industrial projects but the approach and handling of the orders in different, which results in a different quality."
Moving Forward.
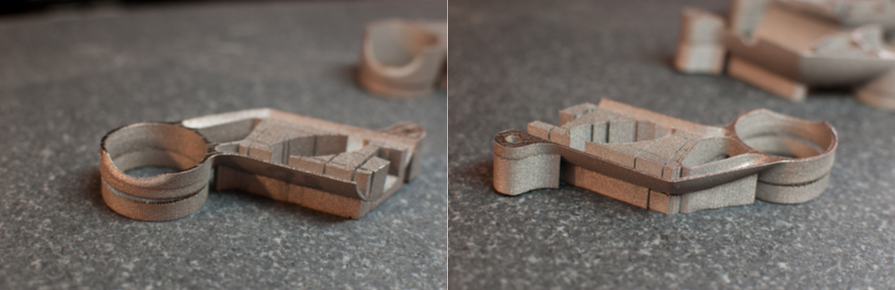
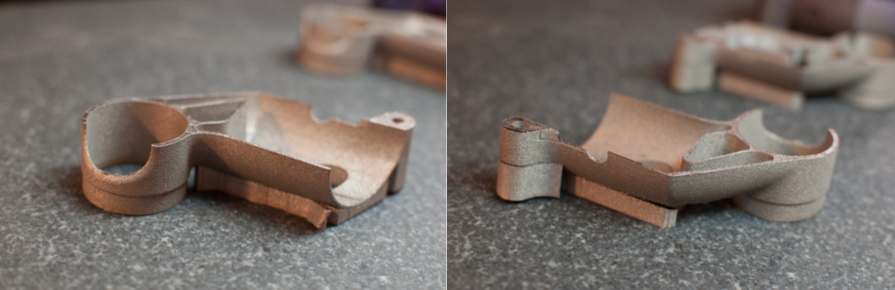
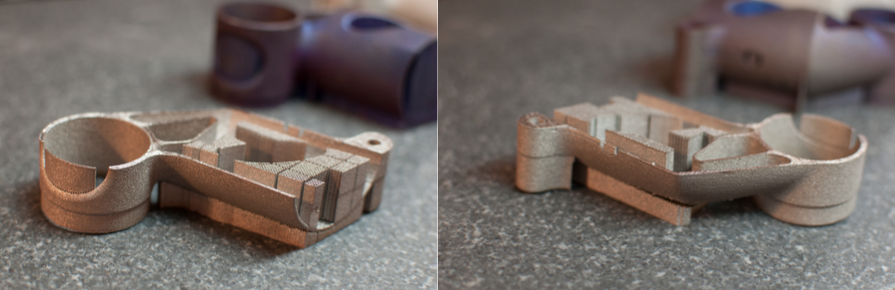
At the moment, I've got a basic proof of concept (SLA model) and pricing that puts me about 150% over budget. I'll be visiting at least one DMLS shop later this month, and will also be making big changes to the current design. I'd also like to explore the possibility of integrating additional components - saddle clamp parts or (my dream) a lightweight saddle frame - into the topper itself. The more parts I'm able to reduce with my design, the more I expect to close the price gap between DMLS and traditional manufacturing methods.
Expect updates.

















{kind=link}